Aluminium is an attractive material for binder jetting because of its low density and useful thermal behaviour. Those advantages are part of the interest in the material, although they also sit alongside process constraints that differ from more established metal systems.
Atomik’s development work is shaped by how the process behaves from powder bed to sintered part. Powder size, oxide content, green density, shrinkage and sintering response all influence whether the material can move towards a controlled final component.
When familiar powder assumptions start to shift
In many metal binder jetting processes, finer powder can seem like an obvious choice. Smaller particles can support thinner layers and help build finer printed features, reducing the distance the part has to move during sintering.
With aluminium, that assumption needs a more careful assessment. The powder carries an oxide layer, so as particle size decreases, surface area increases. That gives the oxide a greater influence relative to the aluminium present, which can affect how the material responds during sintering and how readily the part can densify.
The development question isn’t simply how fine the powder can be. A finer powder may help with layer thickness and green structure, while a coarser powder can reduce the relative influence of oxide. The useful route depends on how those choices interact with binder behaviour and the sintering process.
Atomik evaluates these choices together. Powder selection can’t be separated from the binder system or from the conditions the part will meet after printing. A decision that supports the build stage still has to make sense when the part moves into the furnace.
The green part carries more than shape
The green state is often discussed in terms of handling strength. With aluminium, it can also influence the amount of movement required during sintering.
A denser green structure may reduce the shrinkage needed to reach the final part. Less movement through sintering can create more opportunity to limit distortion, especially where the material response is sensitive to powder behaviour and process conditions.
Layer thickness is part of that discussion, although it can’t be treated as an isolated lever. Thinner layers may help build a denser printed structure. The powder still has to spread consistently and the binder still has to support the material without creating difficulty later in the process.
Atomik approaches the green state as part of the wider development route. The printed structure needs to hold together for handling, then continue to support the behaviour required in sintering.
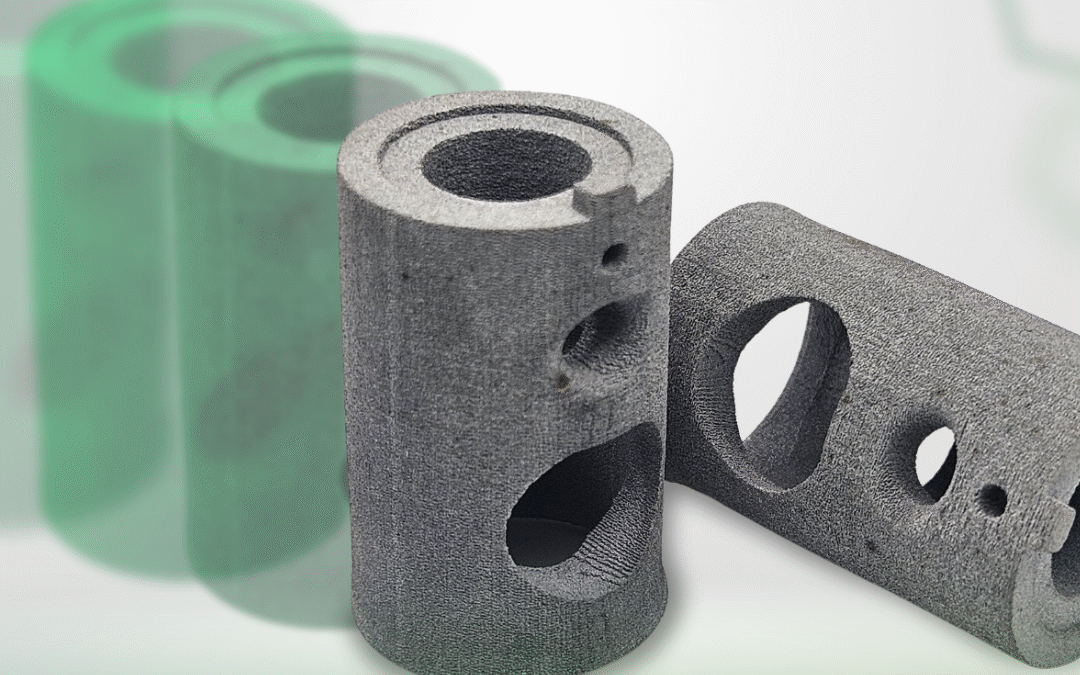
Density is only useful with process context
High density is an important result in metal binder jetting. It doesn’t describe the whole outcome on its own.
A part can reach a strong density figure and still require further development if the geometry has shifted during sintering. Distortion, local deformation or changes in shape can affect whether the component is usable, even when the density result is promising.
With aluminium, density has to be read alongside the condition of the part after sintering. The question isn’t only whether the material has densified. The process also has to show whether the part has remained controlled through the transition from green state to sintered component.
This is central to Atomik’s aluminium development work. Binder performance isn’t judged by one point in the process. It has to be evaluated from powder bed behaviour through to the final sintered result.
Binder chemistry has to follow the material
A binder system can support printability at the bed and still fall short if it doesn’t suit the material’s sintering response. With aluminium, that relationship becomes more visible because powder behaviour, oxide influence and shrinkage all affect the route to a finished part.
The binder has to help form a green part with enough integrity for handling and onward processing. It also has to be compatible with the way the material behaves during sintering. Performance in one stage is useful only when it supports the stages that follow.
Atomik develops binder systems with that connection in mind. Chemistry isn’t treated as a background input or a separate formulation exercise. It’s part of how the powder, printed structure and sintering route are brought into alignment.
Building around the material
Aluminium doesn’t remove the need for binder chemistry. It makes the relationship between binder, powder and sintering behaviour more important.
For Atomik, process-led binder development is about understanding those relationships before the material is pushed towards production. The binder needs to support the way aluminium actually behaves, rather than relying on assumptions taken from other metal systems.
That distinction matters when the target is not just a printable part, but a repeatable route towards usable components. Aluminium has strong potential in binder jetting, although its development depends on controlling the material through each stage of the process.
If you’re exploring aluminium binder jetting and need to understand how binder chemistry fits into the full process route, get in touch.